
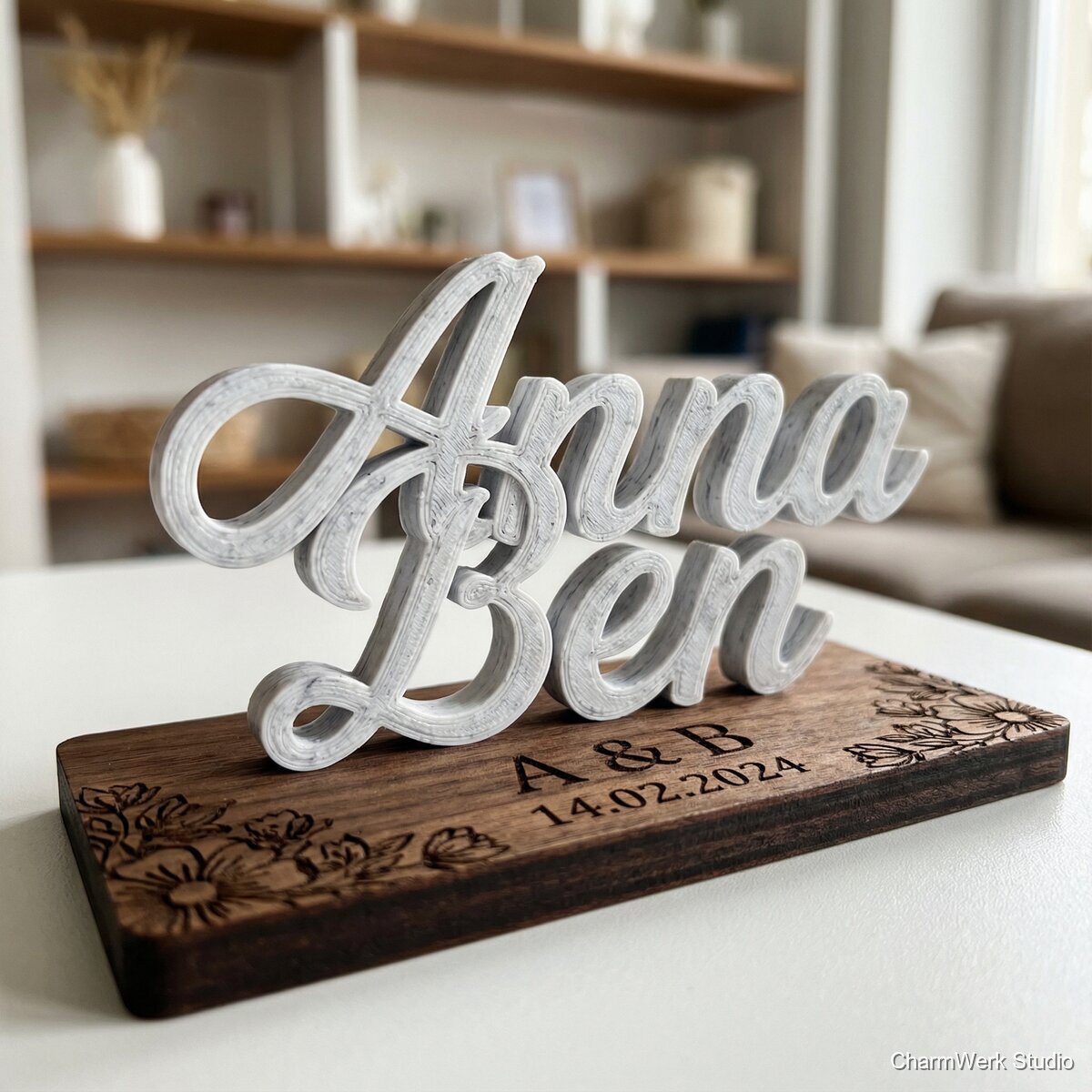
3D-gedruckte „Name-in-Name“-Skulptur mit Sockel
Eine verschlungene Skulptur, bei der eure Namen ineinander übergehen – auf einem gravierten Sockel mit Datum. Ein echtes Statement-Piece für Regal oder Sideboard.
Produktansichten


Technische Daten
Personalisierungsoptionen
Benötigte Materialien
Filament PLA oder PETG (hochwertig, 1 kg Spule)
~200–350 g pro Skulptur (je nach Größe); rechnerisch aus 1 kg
PLA 18–28 € / kg; PETG 22–35 € / kg
Holzsockel (Buche/Esche/Eiche, 220x70x25 mm, gehobelt)
1 Stück
6–14 €
Alternativ: Acryl (PMMA) klar/schwarz, 220x70x10 mm
2 Platten + Acrylkleber (laminiert) oder 1 dicke Platte
Acryl 10–25 € (je nach Stärke/Farbe) + 5–10 € Kleber (anteilig)
Schrauben/Magnet-Set (Neodym, z.B. 10x3 mm)
Optional 4–6 Stück
4–9 € (Set, anteilig 1–3 €)
2K-Epoxid oder Sekundenkleber Gel (für Befestigung Skulptur)
kleine Menge
5–12 € (anteilig 1–3 €)
Schleifpapier-Set (P240/P400/P600), Entgrater/Skalpell
je 1
6–15 € (anteilig 1–3 €)
Filler-Primer + Lack/Klarlack (Sprühdose)
Optional 1–2 Dosen
Primer 8–14 €, Lack 8–16 € (anteilig 3–7 €)
Holzöl/Hartwachsöl + Lappen
Optional
10–20 € (anteilig 1–3 €)
Filzgleiter oder Kork (Boden)
4 Stück / 1 Zuschnitt
2–5 € (anteilig <1 €)
Benötigte Werkzeuge
- 3D-Drucker (FDM), ideal: 0,4 mm Düse + Möglichkeit für 0,6 mm bei großen Teilen)ร้อม៴name?:??? optional
- Slicer (PrusaSlicer/Cura/Bambu Studio) optional
- CAD/Design: Fusion 360 / Blender / OpenSCAD + Inkscape/Illustrator für Schriftzüge optional
- Lasergravierer (Diode/CO₂) für Holz/Acryl optional
- Bandschleifer/Exzenterschleifer oder Schleifklotz optional
- Bohrmaschine/Standbohrer (für Stifte/Magnete) optional
- Zwingen/Schraubstock (für Acryl-Laminierung) optional
- Messschieber, Stahllineal, Winkel optional
Schritt-für-Schritt Anleitung
Schwierigkeitsgrad: Profi
Konzept & Namen-Layout festlegen
45–90 minNamenlängen prüfen (z.B. „Katharina“ vs. „Tim“), gewünschter Stil: 1) Ribbon/Schleifenband (3D-„Band“ formt beide Namen), 2) Negativraum (Name A als Körper, Name B ausgespart), 3) „Name-in-Name“ als verschlungene Konturen mit gemeinsamen Übergängen. Definiere Blickrichtung (Front), Sockeltext (Datum, ggf. Ort/Koordinaten).
- Bei sehr unterschiedlichen Namenlängen funktioniert ein Ribbon-Ansatz am besten.
- Schriften: für Lesbarkeit in 3D lieber 'semi-script' statt extrem dünner Script-Fonts.
- Plane Mindeststrichstärke der Buchstaben: außen mind. 6–8 mm, innen Stege mind. 2,5–3 mm.
3D-Design erstellen (CAD/Blender)
2–4 hVektorschriften (SVG) importieren, Namen in Ebene ausrichten und so überlagern, dass Übergänge entstehen. Dann extrudieren (z.B. 18–28 mm Dicke) oder als Band modellieren (Querschnitt 8–12 mm, mit sanften Radien). Kanten verrunden (Fillet 1,5–3 mm) für hochwertiges „Skulptur“-Feeling. Unterseite planen: entweder flach für Klebung oder mit Zapfen/Passstiften (z.B. 2 Zapfen Ø6 mm, 10 mm tief) für Sockelaufnahme. Optional: integrierte Stützgeometrie vermeiden durch Neigungswinkel >45° oder Splitting in 2 Teile.
- Für FDM: vermeide 'schwebende' Innenlöcher/Überhänge in Buchstaben wie e/a; lieber Fasen statt harte Kanten.
- Wenn du splitten musst: Schnittfläche als Zickzack oder mit Passstiften gestalten, dann wird die Klebenaht unsichtbarer.
- Export als STL mit ausreichender Auflösung (Chord height klein), sonst werden Rundungen facettiert.
Druckvorbereitung (Slicer)
45–75 minAusrichtung wählen: meist seitlich kippen, um die Sichtflächen sauber zu halten und Support zu minimieren. Einstellungen (0,4 mm Düse): Layer 0,16–0,20 mm; Perimeter 3–4; Top/Bottom 4–6; Infill 12–18% Gyroid. Naht (Seam) gezielt nach hinten/unten legen. Support: „Tree“/Organic nur wo nötig, Support-Interface aktivieren. Brim 5–8 mm gegen Warping. Für PETG: etwas mehr Abstand/geringere Lüfterleistung, um Stringing zu reduzieren.
- Für sehr edlen Look: variable Layerhöhe (0,12–0,20) an Rundungen.
- Wenn die Skulptur hoch und schmal ist: in zwei Hälften drucken, flach liegend – spart Support und verbessert Oberfläche.
- Plane 1–2 Testdrucke als Miniatur (z.B. 80 mm breit), um Lesbarkeit/Übergänge zu prüfen.
3D-Druck (ggf. in Segmenten)
6–14 h (Maschinenzeit) + 10–20 min HandlingSkulptur drucken (ggf. 2 Teile). Typische Druckzeit je nach Größe/Details: 6–12 h (PLA) bzw. 7–14 h (PETG). Nach dem Druck abkühlen lassen, dann vorsichtig lösen. Bei segmentierten Teilen: Passung checken, ggf. leicht nachschleifen.
- PLA: 205–215°C, Bett 55–60°C als Startpunkt; PETG: 235–250°C, Bett 75–85°C (je nach Hersteller).
- Stringing bei PETG: Retract testen, Reisegeschwindigkeit erhöhen, Filament trocken halten.
- Nicht zu früh vom Bett hebeln – Verzug/Bruchgefahr an feinen Stegen.
Support entfernen & Oberflächenfinish
2–4 h (inkl. Trockenzeiten, aktiv ~60–120 min)Support sauber entfernen (Zange/Skalpell), Grate entgraten. Für 'Galerie-Look': Filler-Primer 1–2 Schichten, trocknen, schleifen P240/P400. Danach Lack (seidenmatt schwarz/weiß oder Metallic) 1–2 Schichten. Optional Klarlack. Für 'Raw Print'-Look nur leicht schleifen und ggf. mit Heißluft ganz vorsichtig Fäden entfernen.
- Bei Script-Schriften: nicht aggressiv schleifen, sonst werden Kanten ungleichmäßig.
- Primer lieber in dünnen Schichten, sonst 'Orangenhaut'.
- Nahtstelle/Seam kann man gezielt mit Spot-Putty glätten (optional).
Sockel fertigen (Holz oder Acryl)
60–120 minSockel zuschneiden (falls nötig) und Kanten brechen (1 mm Fase). Bei Holz: schleifen P180→P240, Staub entfernen. Bei Acryl: Kanten polieren (schleifen P400→P1000, dann Polierpaste) oder sauber fräsen/lasern. Aufnahme für Skulptur anzeichnen: entweder Klebefläche oder Bohrungen für Zapfen/Magnete. Optional Unterseite für Filzgleiter planen.
- Holz wirkt edler mit leichter Fase und sauberer Maserung; Buche ist neutral, Eiche sehr präsent.
- Acryl-Laminierung: mit Acrylkleber kapillar arbeiten und mit Zwingen gleichmäßig pressen (Schutzfolie drauflassen).
- Für Magnete: Bohrung minimal tiefer als Magnet, dann bündig einkleben. Polarität markieren!
Lasergravur auf Sockel (Name/Datum)
30–60 minLayout in Inkscape/Illustrator: Text mittig, Ränder 10–12 mm. Gravurtests auf Reststück: bei Holz meist 0,1–0,2 mm Tiefe, bei Acryl eher Oberflächenfrosting. Nach Gravur Holz ggf. ausbürsten, bei Acryl Schutzfolie abziehen und reinigen (Isopropanol vorsichtig, nicht auf Spannungsrisse provozieren).
- Bei Holz: Gravur wird kontrastreicher, wenn du danach leicht öl-streichst (nicht zu nass).
- Acryl: CO₂-Laser liefert sehr saubere Ergebnisse; Diode funktioniert, braucht aber saubere Parameter und evtl. Farbe/Maskierung.
- Datum besser in kleinerer Schrift, aber nicht unter ~2,5–3 mm Versalhöhe.
Endmontage (Befestigen, Ausrichten, Bodenschutz)
45–90 min (+ Aushärtzeit Kleber 2–12 h je nach Produkt)Skulptur ausrichten (zentriert oder bewusst asymmetrisch). Befestigung: 1) Epoxid punktuell + Positionierhilfe, 2) Zapfen in Bohrungen + Kleber, 3) Magnete für abnehmbar. Aushärten lassen. Filzgleiter/Kork unten anbringen. Finale Reinigung/Politur.
- Für exakte Ausrichtung: leichte Bleistiftmarken oder eine Pappschablone nutzen.
- Epoxid: sehr wenig verwenden, sonst quillt es sichtbar heraus.
- Wenn abnehmbar: zusätzlich mechanische Führung (Zapfen) einplanen, Magnete allein können verdrehen.
Markt & Machbarkeit
119–249 € (je nach Größe, Finish, Sockelmaterial, Lieferzeit). Richtwert: 149–189 € für Standardgröße (18–20 cm) mit Holzsockel + Gravur + sauberem Finish.
12–28 € (Holz) bzw. 18–40 € (Acryl/Finish/Magnete).
Bei Verkauf 169 € und Material 22 € bleiben 147 € zur Deckung von Arbeitszeit, Maschinen, Overhead. Realistische Zielmarge (nach Material, vor Steuern) 120–170 €; bei 7 h aktiver Zeit entspricht das ~17–24 €/h plus Maschinen/Abnutzung.
70%10–16 h pro Unikat (davon 6–14 h Maschinenlaufzeit; aktive Werkzeit ca. 6–9 h).
Nein
Mittel
Mittel