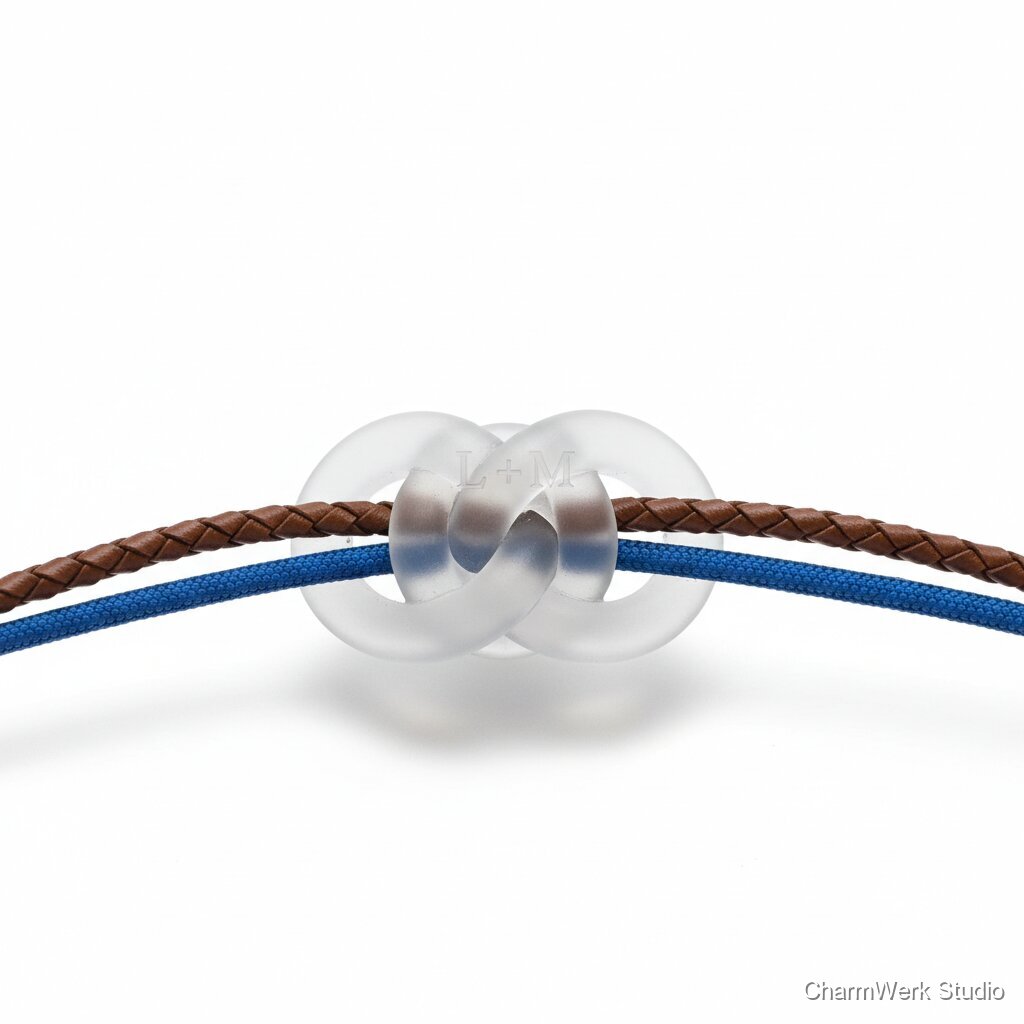
3D-gedrucktes Paar-Armband-Tool: „Knoten der Liebe“ Schließe
Eine besondere Armband-Schließe im Knoten-Design, die ihr an Lederband oder Paracord befestigt. Mit Initialen wird aus einem einfachen Band ein symbolisches Schmuckstück.
Technische Daten
Personalisierungsoptionen
Benötigte Materialien
PETG-Filament (1 kg) — Verbrauch pro Schließe ca. 10–20 g
ca. 15 g
≈ 0,38 € (bei 25 €/kg -> 25€/1000g * 15g)
oder Tough-Resin (1 L) — Verbrauch pro Schließe ca. 6–12 ml
ca. 8 ml
≈ 0,36 € (bei 45 €/L -> 45€/1000ml * 8ml)
Paracord (1 m) / Lederband (alternativ)
1 Armband (1 m)
Paracord ≈ 0,80 € / Lederband ≈ 1,50 €
Sekundenkleber (kleine Tube)
ganzes Tübchen (pro Stück nur ein Tropfen)
anteilig ≈ 0,05 €
Schleifpapier (versch. Körnungen), Files
einige Blätter/Date
anteilig ≈ 0,10 €
Primer / Sprühlack oder Acrylfarbe (für Nachbearbeitung)
anteilig für viele Stücke
anteilig ≈ 0,20 €
Kleine Geschenkbox + Sticker/Label
1 Stück
≈ 0,35 €
Benötigte Werkzeuge
- FDM-3D-Drucker (z. B. Creality Ender-3) oder SLA/DLP-Resin-Printer (z. B. Anycubic Photon) optional
- Slicer-Software (Cura/PrusaSlicer / ChiTuBox für Resin) optional
- Zange / Seitenschneider / Feilen optional
- Schleifpapier (Körnungen 180, 320, 400, 800) optional
- Primer-Spray / Acrylfarben + Pinsel optional
- UV-Lampe / Sonnenlicht (nur bei Resin zum Nachhärten) optional
- Bohrer/Handlochpfeife (für Leder) oder Ahle optional
- Messschieber / Lineal optional
Schritt-für-Schritt Anleitung
Schwierigkeitsgrad: Anfänger
Konzept & Maße festlegen
5–10 Min.Festlegen, wie breit/dick das Band ist (z. B. Paracord 4 mm, Leder 3–5 mm), welche Initialen und welche Position (erhaben/vertieft). Maße für Schlitz/Öffnung bestimmen (Empfehlung: Schlitzbreite = Banddicke + 0,5 mm).
- Miss das Band, das verwendet werden soll, genau — ein zu enger Schlitz verursacht Reibung, zu weit lässt das Band rutschen.
- Für Paracord 4 mm: Schlitz 4,5 mm; für flaches Leder 3 mm: Schlitz 3,5–4 mm.
3D-Modell erstellen oder anpassen
15–30 Min. (bei Anpassung eines vorhandenen Modells eher 10–15 Min.)Eigenes Knoten-Schloss in CAD (Fusion 360, TinkerCAD) modellieren oder ein bestehendes Modell herunterladen und anpassen (Initialen platzieren, Schlitzmaße anpassen). Design auf Belastungspunkte achten (dicke Verbindungsstege mind. 3 mm).
- Initialen als vertiefte Gravur anlegen (1 mm Tiefe) — dadurch bleiben Details nach Schleifen erhalten.
- Design so ausrichten, dass kritische Stege im Druck auf stabile Orientierung gelegt werden.
Slicing & Druckvorbereitung
5–10 Min.Modell in Slicer laden, Druckorientierung wählen, Supports generieren (bei fetten Unterhängen). Für PETG: Layerhöhe 0,18–0,24 mm, 3–4 Perimeter, 25–40% Infill (bei massivem kleinen Teil reichen 20–40%). Für Resin: Schichtdicke 0,03–0,05 mm.
- Bei FDM: orientiere das Teil so, dass Löcher/Schlitze kaum unterstützt werden müssen (weniger Nacharbeit).
- PETG: Retraction und Temperatur optimieren, um Stringing zu vermeiden.
Druck
20–90 Min. (abhängig von Drucker und Einstellungen)Druck starten. Kleine Schließen dauern je nach Einstellung typ. 30–80 Minuten (FDM) oder 20–40 Minuten (Resin) pro Teil.
- Druck mehrere Stücke gleichzeitig (wenn Platz), um Batch-Effizienz zu erhöhen.
- Bei kritischen Verschlussmechanismen lieber langsamere Druckgeschwindigkeit und feinere Layer wählen.
Entfernen von Supports & Grobe Nachbearbeitung
10–20 Min.Supports mit Seitenschneider entfernen, Grate mit Feile/Schleifpapier glätten. Bei Resin: Bauteil in Isopropylalkohol reinigen, dann UV-nachhärten (2–10 Min abhängig Lampe).
- Schleife mit grober Körnung zuerst (180/220), dann zu feiner Körnung (400–800) übergehen.
- Bei Resin Handschuhe tragen; gründlich reinigen und nachhärten, sonst bleibt das Teil klebrig.
Feinbearbeitung & Finish
10–15 Min. (+ Trocknung Zeit)Primer auftragen, kleine Lunker spachteln (bei Bedarf), lackieren (Farbe/ Klarlack) oder direkt polieren. Kanten brechen (light chamfer) für besseren Tragekomfort.
- Für eine hochwertige Optik zwei dünne Lackschichten statt einer dicken.
- Metallic-Effekte mit Drybrush-Technik akzentuieren.
Montage & Personalisierung
5–10 Min.Band (Paracord oder Leder) durch Schlitz ziehen, Enden befestigen (Knoten, Kleben, Crimpen). Initialen zusätzlich per Laser gravieren (auf kleines Metall-/Holzplättchen) oder mit feinem Pinsel nachzeichnen, falls nötig.
- Für Paracord die Enden mit Feuer versiegeln (vorsichtig) nach dem Knoten.
- Bei Leder Löcher mit Handlochpfeife sauber stanzen, nicht reißen.
Qualitätskontrolle & Verpacken
5 Min.Funktionstest der Schließe (mehrfaches Öffnen/Schließen), Sichtkontrolle auf Grat/ Lunker. In Geschenkbox legen und Label anbringen.
- Teste Belastbarkeit, vor allem bei dünnen Stegen — lieber nachdrucken mit stärkerer Wand, wenn Unsicherheit besteht.
- Ein kleines Pflegehinweis-Kärtchen (z. B. Lederpflege) erhöht wahrgenommene Wertigkeit.
Markt & Machbarkeit
empfohlen 18–28 € (Standard-Ausführung), 28–40 € (mit Lasergravur/hochwertigem Leder & Verpackung)
ca. 1,70 € (PETG + Paracord) — ca. 2,40 € (Resin + Leder) pro Stück
bei Verkauf 24 € (Beispiel): Material 1,70 € + Arbeitsaufwand (1 h à 15 €/h) = Gesamtkosten ≈ 16,70 € → Gewinn ≈ 7,30 €
30%ca. 45–90 Minuten pro Stück (inkl. Druck & Nachbearbeitung; Batch-Druck reduziert Zeit pro Einheit)
Ja
Mittel
Mittel