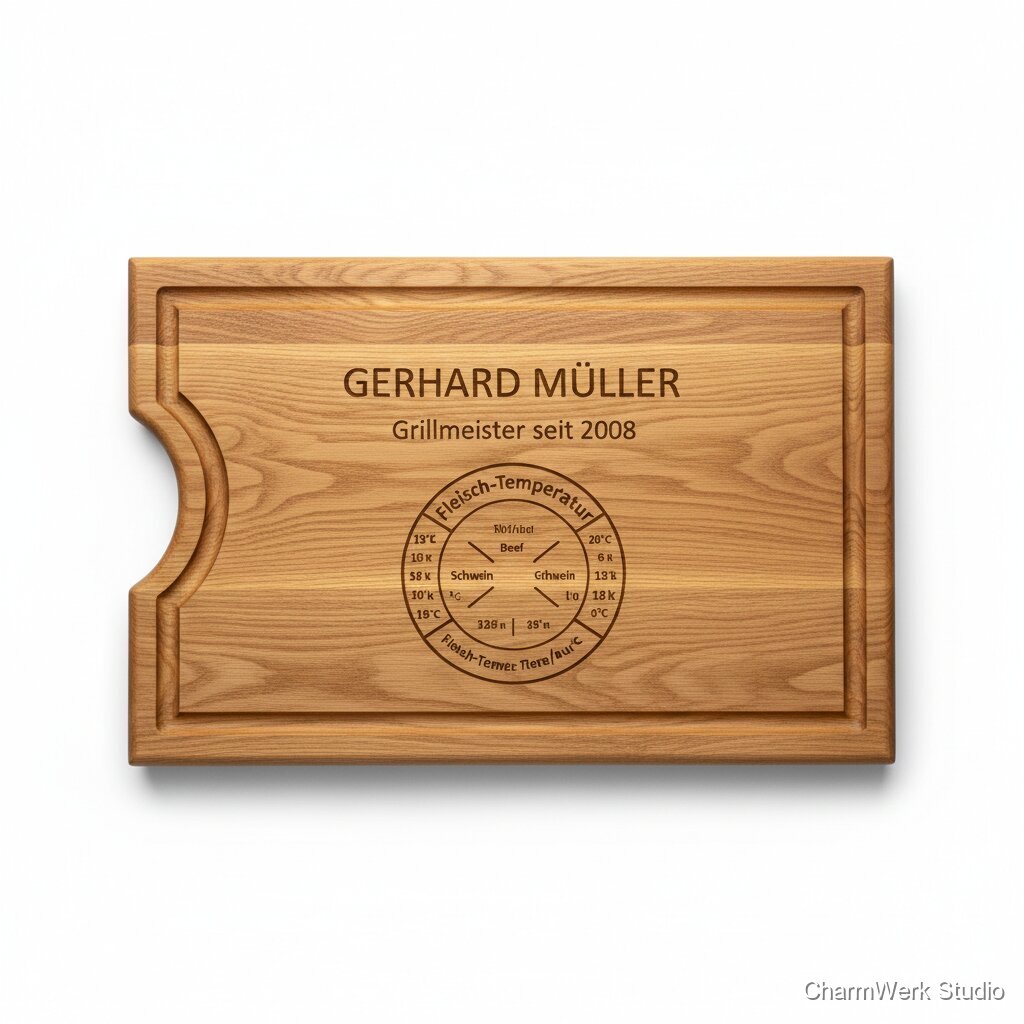
CNC-gefrästes Grillmeister-Schneidebrett mit Saftrille
Ein massives Holz-Schneidebrett mit umlaufender Saftrille, integrierten Griffmulden und persönlicher Gravur (Name, „Grillmeister seit…“). Optional mit eingefräster „Fleisch-Temperatur“-Tabelle als praktisches Extra – perfekt für Väter, die am Grill aufblühen.
Technische Daten
Personalisierungsoptionen
Benötigte Materialien
Massivholz-Leimholzplatte oder Bohle Eiche/Buche, 28 mm, mind. 450 x 320 mm (Verschnitt)
1 Stück
Eiche: 25–45 € / Buche: 18–30 €
Schleifpapier (Korn 80/120/180/240)
je 2–3 Bögen oder 1 Satz für Exzenterschleifer
5–10 €
Lebensmittelechtes Schneidebrettöl/Hartöl (z.B. Osmo TopOil, Kreidezeit Arbeitsplattenöl o.ä.)
ca. 30–60 ml (aus Gebinde)
2–5 € Materialanteil
Optional: Pflegewachs/Bienenwachsbalsam lebensmittelecht
ca. 10–20 g
1–3 € Materialanteil
Optional: Gummifüße + Schrauben (oder selbstklebend)
4 Stück
2–6 €
Optional: Malerkrepp/Transfer-Tape für Positionierung (bei Lasergravur/Schriftzug)
1 Rolle (Anteil)
1–2 € Anteil
Benötigte Werkzeuge
- CNC-Fräse (Arbeitsbereich mind. 400 x 300 mm) + Absaugung/Staubsaugeradapter (wichtig)
- Fräser: Planfräser/Surfacing Bit 19–25 mm (optional fürs Planen) optional
- Fräser: Spiralnutfräser 6 mm (Upcut oder Kompression) für Konturen/Saftrille
- Fräser: Kugelfräser 6 mm oder 8 mm für Griffmulden (3D/Schalung)
- Fräser: V-Bit 60° oder 90° für Schrift/Details (oder 3 mm Downcut für flache Gravur)
- Zwingen, Spannpratzen oder Vakuumtisch; Opferplatte (MDF)
- Exzenterschleifer oder Schwingschleifer
- Kantenfräser (Oberfräse) oder Handfase (Schleifklotz) optional
- Pinsel/Lappen fusselfrei für Ölauftrag
- Messschieber/Stahllineal, Bleistift, Winkel
- Optional: Lasergravierer (für sehr kontrastreiche Beschriftung) optional
Schritt-für-Schritt Anleitung
Schwierigkeitsgrad: Fortgeschritten
Holzauswahl & Zuschnitt (inkl. Faserrichtung)
15–30 minWähle eine möglichst verzugsarme Platte (keine starken Spannungen, keine Risse). Faserrichtung idealerweise entlang der langen Seite (400 mm), wirkt edler und ist stabil. Schneide das Rohmaß mit 5–10 mm Übermaß pro Seite (z.B. 410 x 290 mm), damit nach dem Fräsen/Planen saubere Endkanten möglich sind.
- Bei Eiche auf ruhige Maserung achten (weniger Ausriss).
- Leimholz ist einfacher und stabiler als eine einzelne Bohle, wirkt aber je nach Lamellenbreite unterschiedlich hochwertig.
- Holz vor dem Fräsen 24–48 h in der Werkstatt akklimatisieren.
Aufspannung & Nullpunkt setzen
15–25 minOpferplatte montieren, Werkstück plan auflegen und sicher spannen (Zwingen/Pratzen außerhalb des Fräsbereichs). Nullpunkt sinnvoll: linke vordere Ecke oder mittig. Prüfe Z-Höhe und ob die Platte irgendwo kippelt (sonst unterfüttern).
- Staubabsaugung ist Pflicht: Saftrille erzeugt viel Späne.
- Bei leicht krummer Platte zuerst planfräsen (Step 3).
- Ein „Dry Run“ 5–10 mm über Werkstück verhindert Kollisionen.
Optional: Planfräsen (Surfacing)
20–45 minWenn die Platte nicht perfekt plan ist, fräse die Oberseite leicht ab (z.B. 0,3–0,8 mm). Ziel: gleichmäßige Oberfläche, saubere Gravur und gleichmäßige Saftrillen-Tiefe. Bei Bedarf Werkstück wenden und Rückseite ebenfalls minimal planen.
- Mit großem Planfräser (19–25 mm) und moderatem Vorschub arbeiten.
- Nicht zu viel abnehmen: Materialstärke soll am Ende ~25–28 mm bleiben.
- Nach dem Planen kurz mit Korn 120 überschleifen, um Fräsriefen zu reduzieren.
Saftrille fräsen (umlaufend)
20–35 minErstelle in CAD/CAM eine umlaufende Nut, typischer Abstand zur Kante 12–18 mm. Breite 6–8 mm, Tiefe 3–4 mm. Fräse in 2–3 Zustellungen (z.B. je 1,5 mm) mit 6 mm Spiralnutfräser. Optional: kleine „Ausguss-Ecke“ an einer Ecke einplanen.
- Downcut oder Kompressionsfräser reduziert Ausrisse an der Oberfläche.
- Ecken mit Radius auslegen (z.B. R3), wirkt sauberer und ist fräserfreundlich.
- Nicht zu nah an die Kante: sonst wird die Randzone schwach und kann reißen.
Griffmulden (seitlich) fräsen
25–45 minZwei Griffmulden an den kurzen Seiten oder an den Längsseiten (je nach Handling). Typisch: 90 x 30 mm, 8–10 mm tief, mit sanftem Radius (Ballnose) oder Taschenfräsung mit verrundeten Kanten. Fräse als 3D-Contour oder in Stufen (Adaptive Clearing + Finishing).
- Vorher testen: 8 mm Tiefe reicht meist für guten Grip ohne das Brett zu schwächen.
- Bei Griffmulden an den kurzen Seiten bleibt mehr nutzbare Schneidfläche.
- Ränder der Griffmulde später gut schleifen – hier fasst man ständig an.
Personalisierte Gravur (Name + „Grillmeister seit…“)
15–35 minPlatziere die Gravur außerhalb der Haupt-Schneidzone, z.B. oben rechts oder als Kopfzeile. CNC: V-Carve mit 60°/90° V-Bit, Tiefe ca. 0,3–0,8 mm (je nach Schriftgröße). Alternativ Lasergravur nach dem Ölen (oder vor dem Ölen, dann Öl aus Gravur ausreiben).
- Schriften: klare Sans-Serif (z.B. Montserrat) oder eine gut fräsbare Script-Schrift (nicht zu filigran).
- Bei V-Carve wirkt eine etwas größere Schrift (mind. 12–16 mm Höhe) deutlich hochwertiger.
- Wenn Laser: leicht anfeuchten vermeiden, sonst Flecken.
Optional: Temperatur-Tabelle einfräsen
20–45 minLege ein Feld (z.B. 120 x 80 mm) an der Unterkante oder auf der Rückseite an. Fräse die Linien/Icons flach (0,8–1,5 mm) und nutze gut lesbare Zahlen. Beispiel-Inhalte: Rind rare/medium/well, Geflügel, Schwein (ohne Gesundheitsversprechen; besser „Empfehlungswerte“).
- Die Tabelle lieber auf die Rückseite setzen: Vorderseite bleibt fürs Schneiden clean.
- Kontrast entsteht durch Schatten der Gravur – zu flach wird unleserlich.
- Keine zu feinen Linien unter 1,0 mm, sonst setzen sie sich mit Öl/Schmutz zu.
Außenkontur & Kanten (Fase/Rundung)
15–30 minFräse das Brett auf Endmaß (z.B. 400 x 280 mm) und setze eine kleine Fase (1–2 mm) oder runde die Kanten (R2–R4). Kanten können CNC-gefast oder nachträglich mit Oberfräse/Schleifklotz gemacht werden.
- Kanten leicht brechen verhindert Aussplittern und fühlt sich hochwertig an.
- Bei Vollkontur: Haltestege in CAM setzen, damit das Teil nicht lose wird.
- Haltestege nach dem Fräsen bündig abtrennen und verschleifen.
Schleifen (entscheidend für Premium-Feeling)
30–60 minSchleife systematisch: Korn 80 (nur wenn nötig) → 120 → 180 → 240. In Griffmulden per Hand nacharbeiten. Fräsriefen vollständig entfernen, besonders an Saftrille und Kanten. Staub gründlich absaugen/abwischen.
- Nicht zu fein vor dem Ölen: 240 ist meist ideal, 320 kann die Ölaufnahme mindern.
- Saftrille: Schleifvlies oder gefaltetes Papier verwenden.
- Zwischendurch mit feuchtem Tuch „wässern“ (Fasern stellen sich auf), trocknen lassen, dann mit 240 nachschleifen – ergibt glattere Oberfläche.
Ölen & Aushärten
Aktiv: 15–25 min, Passiv: 24–72 hErste Ölschicht satt auftragen, 15–20 min einziehen lassen, Überschuss komplett abnehmen (sonst klebrig). Nach 8–12 h zweite dünne Schicht. Optional danach Wachs dünn polieren. Aushärten lassen, bevor es verpackt wird (mind. 24 h, besser 48–72 h je nach Produkt).
- Überschuss wirklich abnehmen – das ist der häufigste Fehler.
- Öllappen ausgebreitet trocknen lassen (Selbstentzündungsgefahr bei öligen Lappen!).
- Für Geschenkoptik: Kanten extra sorgfältig ölen, die saugen stärker.
Markt & Machbarkeit
Ohne Tabelle: 79–119 € (Buche eher unten, Eiche eher Mitte/oben). Mit Temperatur-Tabelle + Premium-Finish/Optionen: 99–149 €. Mit Gummifüßen/hochwertiger Verpackung: bis ca. 159 € realistisch.
Ca. 25–55 € Basis; mit Extras/Verpackung (Karton, Füllmaterial, Pflegekarte) eher 30–70 €.
Typisch 45–85 € Deckungsbeitrag pro Stück bei Verkauf 109–139 € (abhängig von Holzpreis und Fertigungszeit).
45%Aktive Herstellzeit 2,5–4,5 h (je nach Planfräsen/3D-Griffmulden/Temperatur-Tabelle).
Nein
Hoch
Hoch