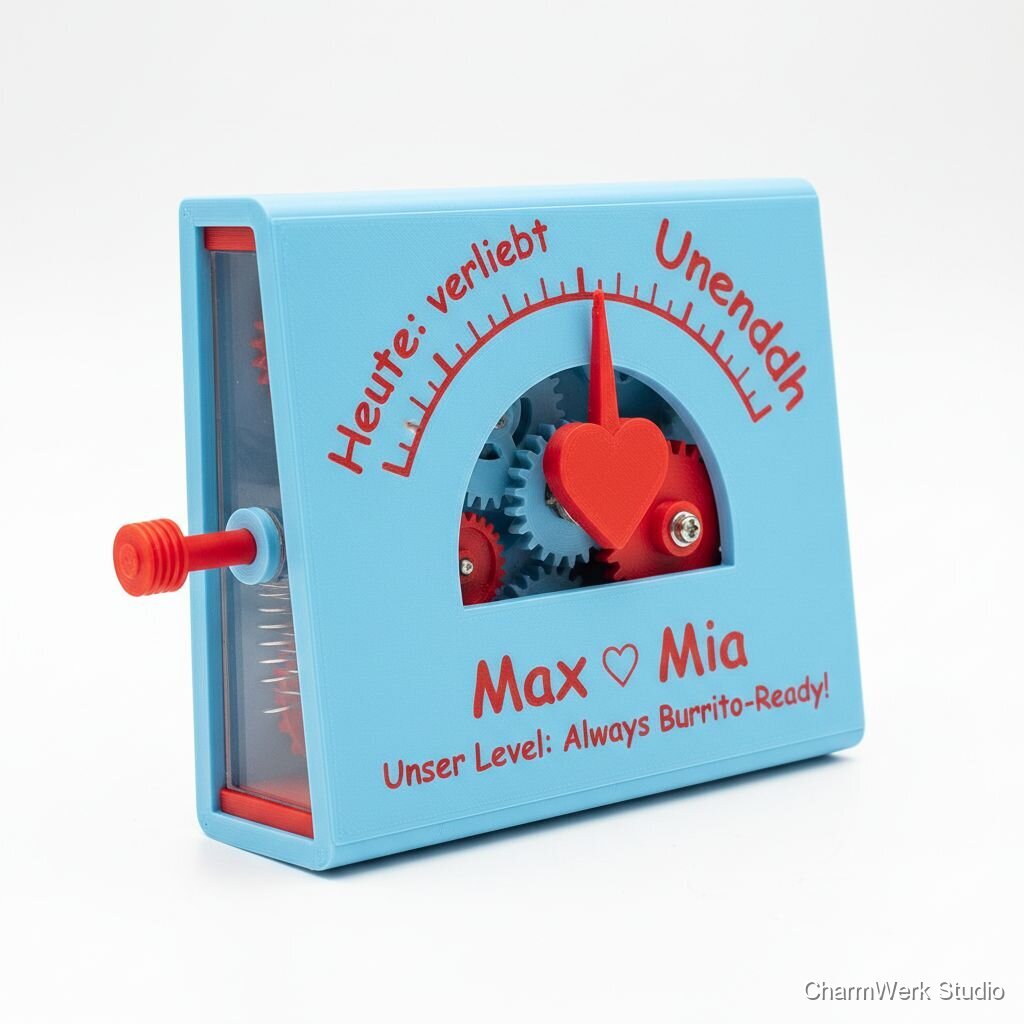
Mechanisches „Love Meter“ mit Schieberegler
Ein kleines, funktionales Desk-Gadget: Ein Schieberegler bewegt eine Anzeige von „Heute: verliebt“ bis „Unendlich“ – personalisiert mit Namen oder Insider-Sprüchen. Verspielt, witzig und trotzdem romantisch.
Alle Ansichten freischalten
Registriere dich kostenlos, um alle Produktbilder zu sehen.
Produktansichten
Technische Details freischalten
Registriere dich kostenlos fuer Massangaben, Gewicht und mehr.
Technische Daten
Personalisierungsoptionen
Materialien & Werkzeuge freischalten
Registriere dich kostenlos fuer die komplette Materialliste mit Kosten.
Benötigte Materialien
PETG oder PLA Filament 1,75 mm (Hauptfarbe)
ca. 200–260 g
6–9 €
PETG oder PLA Filament (Zweitfarbe für Inlays/Marker)
ca. 30–80 g
1–3 €
M3 Schrauben (z.B. Zylinderkopf)
6–10x M3x10 + 2–4x M3x16 (je nach Design)
2–5 €
M3 Gewindeeinsätze (Heat-Set) ODER M3 Muttern
6–10 Stk
2–6 €
2x Druckfeder klein (optional für Rastung/„Snappy Feel“)
2 Stk (z.B. Ø3–4 mm, L 10–15 mm)
1–3 €
3 mm Stahlkugel + Feder (Detent-Mechanismus) ODER gedruckter Raststift
1 Satz
2–4 €
Neodym-Magnete (optional, Deckel/Insert fixieren)
4–6 Stk, z.B. 6x3 mm
3–6 €
Gummifüße selbstklebend
4 Stk
1–2 €
Acrylplatte gegossen (optional Skalenfenster/Insert)
1 Stk ca. 140 x 25 x 2–3 mm
2–5 €
PTFE-/Silikonspray (optional)
geringe Menge
0,50–1 € (anteilig)
Benötigte Werkzeuge
- 3D-Drucker (FDM), ideal: Dual-Extruder oder Filamentwechsel möglich) optional
- 0,4 mm Düse (empfohlen), alternativ 0,6 mm für robustere Teile optional
- Slicer (PrusaSlicer/Cura/Bambu Studio) optional
- Lötkolben für Heat-Set Inserts (falls genutzt) optional
- Inbusschlüssel/Schraubendreher für M3 optional
- Entgrater/Skalpell, Feilen-Set, Schleifpapier P240–P400 optional
- Messschieber (für Passungen) optional
- Optional: Lasercutter für Skalen-Insert (Acryl/Schiefer/Holz) optional
Schritt-fuer-Schritt Anleitung freischalten
Registriere dich kostenlos fuer die vollstaendige Anleitung mit Tipps und Zeitangaben.
Schritt-für-Schritt Anleitung
Schwierigkeitsgrad: Profi
Mechanik-Konzept festlegen (Slider + Anzeige + Rastung)
30–60 minLege fest, wie die Anzeige „wandert“: (A) Slider bewegt direkt einen sichtbaren „Herz“-Zeiger hinter einem Skalenfenster, oder (B) Slider bewegt eine interne Schubstange, die einen Marker im Fenster verschiebt. Für das „mechanische“ Feeling empfehlenswert: Rastung in 5–7 Stufen per Kugel-Detent oder Federstift. Definiere Skalenlänge (90–100 mm Weg) und Fensterhöhe (ca. 18 mm).
- Je weniger Reibflächen, desto besser: lieber ein Schlitten in U-Führung statt großer Flächenkontakt.
- Plane Serviceability: Deckel verschraubt statt verklebt, damit du nachjustieren kannst.
- Stufenanzahl so wählen, dass Text gut lesbar bleibt (bei 160 mm Breite sind 6–7 Stufen realistisch).
CAD/Design: Gehäuse, Führung, Slider, Marker, Skala
2–3 hModelliere ein zweiteiliges Gehäuse (Boden + Deckel) mit integrierter Schiene. Baue Toleranzen ein: 0,2–0,35 mm Spiel pro Seite am Slider, 0,3–0,5 mm vertikal (je nach Drucker). Integriere Anschläge am Ende des Slider-Wegs. Für Personalisierung: Text als erhabenes Relief (0,6–0,8 mm Höhe) oder als eingelassene Inlaytasche (0,6–1,2 mm Tiefe) für 2-Farb-Inlay. Wenn du ein Acryl-Insert nutzt: Tasche mit 0,15–0,25 mm Untermaß pro Seite, damit es sauber klemmt.
- PETG braucht etwas mehr Spiel als PLA (wegen Stringing/Überextrusion): lieber 0,3–0,35 mm an Gleitpassungen.
- Gewindeeinsätze: Bohrung im CAD passend wählen (z.B. Insert OD 4,6 mm → Loch 4,2–4,4 mm je nach Insert).
- Rastung: Kugel + Feder in vertikaler Bohrung im Slider, Gegenmulden im Gehäuse (z.B. 0,8–1,2 mm tiefe Taschen).
Slicing & Drucktests (Passungen)
45–90 min (inkl. Testdruck)Drucke zuerst einen kleinen Passungs-„Coupon“: 30–40 mm Segment der Schiene + Sliderstück. Prüfe Leichtgängigkeit und Spiel. Passe ggf. Flow/Horizontal Expansion an. Danach erst die finalen Teile slicen. Empfehlung: 0,2 mm Layer, 4–6 Perimeter, 20–30% Infill (Gyroid).
- Bei zu stramm: nicht sofort am CAD drehen – oft reicht „Horizontal Expansion“ +0,05 bis +0,15 mm oder leichtes Entgraten.
- Für saubere Schrift: Außenwandgeschwindigkeit reduzieren (z.B. 25–35 mm/s) und „Ironing“ für Topflächen aktivieren.
- Wenn zweifarbig ohne Multi-Material: Text-Inlay als separates Teil drucken und einpressen/kleben (sauberer als Filamentwechsel im Textbereich).
Finaldruck: Gehäuse, Deckel, Slider, Marker/Herz, Inlays
3–5 h (druckerabhängig)Drucke Gehäuseboden und Deckel möglichst flach für saubere Kanten. Slider so orientieren, dass Gleitflächen möglichst glatt werden (oft: Seite auf dem Bett, damit die Gleitkante aus Außenwänden besteht). Marker/Herz in Kontrastfarbe drucken. Optional: Skalenleiste als Einsatz (gedruckt) oder Acryl-Insert lasern.
- PETG: Stringing reduzieren mit moderater Retract/Temp (z.B. 235–245°C je nach Filament) und trockener Spule.
- PLA: Maßhaltigkeit top, aber bei Wärme auf dem Schreibtisch unkritisch – dennoch nicht in Sonne/Heizkörpernähe.
- Wenn der Slider im Gehäuse gedruckt wird (Print-in-Place), plane 0,4–0,6 mm Spalt und rechne mit Nacharbeit – bei „hard“ okay, aber risikoerhöhend.
Nacharbeit: Entgraten, Schleifen, Gleitflächen optimieren
45–75 minEntferne Stringing und Elefantenfuß (besonders an Slider-Unterkante). Schleife die Gleitflächen leicht mit P240→P400. Teste den Lauf trocken. Bei Bedarf minimal PTFE-/Silikonspray auftragen (nicht auf Bereiche, die geklebt werden).
- Elefantenfuß im Slicer vorbeugen (Elephant Foot Compensation / Initial Layer Expansion).
- Nicht zu viel schmieren: ein Hauch reicht, sonst zieht es Staub an.
- Klemmt es punktuell: mit Filzstift die Reibstelle markieren, gezielt nacharbeiten.
Rastmechanismus einbauen (Detent)
30–60 minOption A (wertig): Stahlkugel + Feder in Slider einsetzen, mit gedrucktem Stopfen oder kleiner Schraube sichern. Gegenmulden im Gehäuse sorgen für spürbare Rastpunkte. Option B (einfacher): Gedruckter Federstift (PETG) der in Kerben klickt. Teste, ob die Rastung nicht zu stark ist (sonst fühlt sich der Slider „hakelig“ an).
- Kugel-Detent: Muldenabstand exakt zur Skala ausrichten (CAD: Muster/Pattern).
- Federkraft klein halten: lieber weich und „klickig“ statt schwer und kratzig.
- Wenn du keine Kugel/Feder hast: Ein 3D-gedruckter „Leaf Spring“ aus PETG funktioniert gut, braucht aber Feintuning.
Skala & Personalisierung (Text/Icons)
60–120 minSkala entweder (1) als gedrucktes Insert (2-farbig, Text als Inlay) oder (2) als Acryl/Schiefer/ Holz-Insert mit Lasergravur. Bei Acryl: Gravur rückseitig und ggf. mit Farbe auslegen (Acrylfarbe einreiben, überschüssig abwischen). Namen/Insider-Spruch prominent am Kopf des Geräts platzieren.
- Laser auf Acryl: gegossenes Acryl graviert sauberer als extrudiertes.
- Inlay-Technik (3D-Druck): Tasche 0,8 mm tief, Inlay minimal übermaßig (0,05–0,1 mm) und einpressen; optional Sekundenkleber Gel sparsam.
- Schriftgröße: mindestens 4,5–5 mm Versalhöhe für gute Lesbarkeit auf 160 mm Breite.
Endmontage: Verschrauben, Füße, Qualitätscheck
30–60 minSetze Gewindeeinsätze (falls genutzt) ein, verschraube Deckel/Boden, montiere Slider/Marker, bringe Gummifüße an. Prüfe: voller Weg, saubere Anschläge, keine Schleifgeräusche, Rastpunkte stimmen mit Skalentexten. Abschließend reinigen (Mikrofasertuch).
- Gewindeeinsätze mit Temperaturkontrolle setzen (zu heiß = Aufquellen/Schiefstand).
- Vor dem finalen Verschrauben 20–30 Schiebezyklen testen – Reibstellen zeigen sich schnell.
- Wenn Magnete genutzt werden: Polarität vor dem Einkleben markieren.
Marktanalyse freischalten
Registriere dich kostenlos fuer Verkaufspreise, Margen und Nachfrageanalyse.
Markt & Machbarkeit
49–89 € (Basis einfarbig eher 49–59 €, zweifarbig + Rastung + personalisierte Skala eher 69–89 €)
ca. 14–34 €
ca. 35–60 € (je nach Ausführung und ob CAD-/Rüstzeit eingepreist wird)
55%6–9 h (davon Druckzeit typ. 3–5 h, Rest Design/Finish/Montage)
Nein
Mittel
Mittel