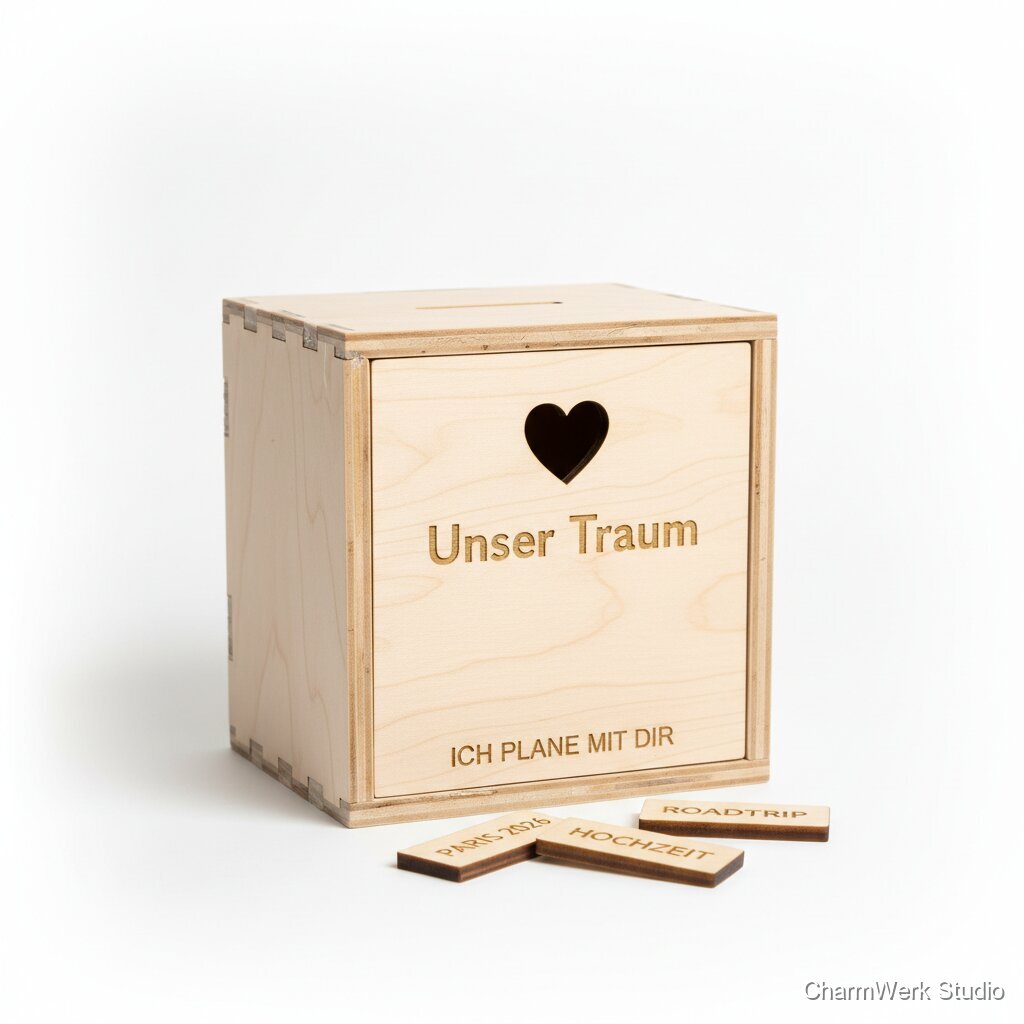
CNC-Spardose „Unser Traum“ mit Herz-Schlitz
Eine schlichte, hochwertige Spardose aus Holz mit Herz-Schlitz und gefräster Frontplatte für Zieltext („Paris 2026“, „Hochzeit“, „Roadtrip“). Das Geschenk sagt: Ich plane mit dir.
Technische Daten
Personalisierungsoptionen
Benötigte Materialien
Birke Multiplex 9 mm (Stück zugeschnitten ~250 x 200 mm)
1 Stück
≈ €6
Eiche Multiplex 9 mm (Alternative, zugeschnitten)
1 Stück
≈ €12–15
Holzleim (PVA) 125 ml
kleine Tube / Flasche
≈ €3
Osmo Polyx-Oil 0,125 L (oder ähnliches Holzöl)
kleine Dose (reicht für mehrere Stücke)
≈ €10
Schleifpapier (Korn 120, 180, 240) Pack
ein Satz
≈ €4
Füllwachs / Pigmentpaste für Gravur (optional)
kleines Töpfchen
≈ €4
Kraftkarton-Geschenkbox + Füllmaterial
1 Stück
≈ €1.50
Kleinmaterial (Schrauben, Holzstopfen, Masking Tape, Klemmen)
Satz
≈ €2
Benötigte Werkzeuge
- CNC-Fräse / Desktop-CNC (z. B. Shapeoko, X-Carve, oder DIY) optional
- Fräser-Satz: 3 mm V-Bit (Gravierer), 3 mm und 6 mm Schlicht/Einstechfräser optional
- Spannzangen / Klemmvorrichtung für Platte optional
- Handkreissäge / Tischkreissäge (zum Zuschnitt, falls nicht vorab zugeschnitten) optional
- Exzenterschleifer / Schleifklotz optional
- Feilen / Kantenhobel / Stecheisen (für Nacharbeit von Ecken und Steckverbindungen) optional
- Bohrmaschine / Schraubendreher (für Rückplatte oder Verschluss) optional
- Pinsel / Lappen für Ölauftragung optional
- CAD/CAM-Software (z. B. Fusion 360, VCarve, Estlcam) optional
Schritt-für-Schritt Anleitung
Schwierigkeitsgrad: Profi
Konzept & Maße in CAD anlegen
30–60 MinutenSkizze mit Außenmaßen (180 x 90 x 90 mm) anfertigen. Innenmaße, Steckverbindungen (Butt joints mit Gehrung oder Nut & Feder) und Frontplatte mit Gravur-/Herzschlitz definieren. Herz-Schlitz so dimensionieren, dass Münzen (Ø bis 26 mm) passen — empfohlenes Innenmaß des Schlitzes: mindestens 28 mm Breite an der breitesten Stelle.
- Kerf (Schnittfuge) der Fräse in Konstruktion einbeziehen (z. B. 0,2–0,3 mm).
- Herz-Schlitz als kombinierte Form: Herz-Kontur + rechteckiges Durchlassfeld (damit Münzen passieren).
- Frontplatte als austauschbares Teil planen (Steckfalz oder 1–2 mm Überstand).
CAM: Werkzeugwege & Testfräsung vorbereiten
30–45 MinutenWerkzeugwege für Profil-/Konturfräsen, Taschen (Innenhohlraum), Gravur (V-Bit oder Engraving) und eventuelle Durchbrüche anlegen. Schnittparameter (Drehzahl, Vorschub, Zustellung) passend zur 9 mm Platte einstellen. Eine 2–3 mm tiefe Testfräsung in Restholz machen, um Fräser, Geschwindigkeit und Materialreaktion zu prüfen.
- Gravur mit V-Bit für saubere Typographie (Tiefenvarianten prüfen).
- Tiefenstufen (z. B. 3, 6 und 9 mm) vermeiden, lieber in einer sauberen Durchfahrt auf Korpusstärke fräsen.
- Für bessere Kanten saubere Passungen mit kleinem Luftspiel (0,2–0,5 mm) planen.
Bauteile fräsen
60–90 MinutenPlatte spannen, Nullpunkt setzen und Reihenfolge beachten: zuerst Fräsen von Gravur/Schlitz auf Frontplatte (sauberste Bedingungen), dann Außenkonturen der Seitenwände, Innenhohlraum/Taschen fräsen und schließlich Ausbruch- oder Entnahmepunkte auf Rückseite.
- Fräser nach jedem Einsatz auf Bruch prüfen, stumpfe Fräser hinterlassen Ausrisse.
- Saugunterlage oder Vakuumplatte verwenden, um Verziehen zu vermeiden.
- Bei größeren Stücken mehrere Durchgänge mit reduzierter Zustellung wählen, um Hitze zu vermeiden.
Nachbearbeitung: Entgraten & Schleifen
30–45 MinutenKanten brechen (1 mm Radius) mit Schleifpapier oder Kantenhobel. Innenkanten vorsichtig entgraten. Flächen mit 120 → 240 Korn schleifen. Gravurreste mit feinem Pinsel/Staubsauger entfernen.
- Achte auf saubere Kanten an der Herzöffnung (innen mit feinem Schmirgel nacharbeiten).
- Sperrholzlagen an Kanten leicht schleifen, nicht zu stark abtragen (lässt Schichten sichtbar werden).
Trockentest & Trockenmontage
15–30 MinutenAlle Teile ohne Leim zusammenstecken und prüfen: Passung Frontplatte, Sitz des Schlitzes, Zugang zur Rückplatte. Maßliche Korrekturen vor dem Verleimen jetzt durchführen.
- Sitzt die Front zu stramm, auf der CNC sehr leicht nachfräsen; zu locker mit sehr dünnem Holzleim + Klammern korrigieren.
- Wenn Austausch-Front geplant: Rückplatte so planen, dass sie verschraubt oder mit einem Nutverschluss entnehmbar ist.
Verleimen & Pressen
30–60 Minuten (inkl. Wartezeit zum Abbinden)Kanten mit Holzleim bestreichen, Teile zusammenfügen und mit Klemmen oder Spannvorrichtung fixieren. Überschüssigen Leim sofort abwischen. Leimzeit je nach Produkt 20–30 Minuten anpressen, 1–2 Stunden aushärten lassen (vollständige Festigkeit nachts).
- Nicht zu viel Leim verwenden (Sperrholz kann sich bei Übermaß verziehen).
- Klemmen gleichmäßig anlegen, damit keine Verformung entsteht.
Finish & Gravurfärbung
30–45 Minuten (je Schicht + Trocknungszeiten)Oberfläche mit Öl oder Lack behandeln (mind. 2 dünne Schichten Öl, dazwischen leichtes Zwischenschleifen). Gravur ggf. mit Wachs/Pigment füllen und überschüssiges Material abwischen.
- Öl sparsam auftragen, mit einem Lappen einpolieren für gleichmäßigen Glanz.
- Gravurfilling früh erwärmen (mamig erleichtert Verteilung) und nach dem Aushärten die Überschüsse mit einem Kunststoffschaber entfernen.
Endkontrolle & Verpackung
15–30 MinutenFunktionstest (Münzeneinwurf, Rückentnahme), Kanten final prüfen, Geschenkverpackung vorbereiten und Produkt etikettieren.
- Herzöffnung mit weichem Tuch polieren, damit keine Späne mehr vorhanden sind.
- Beilage: kleine Karte mit Pflegehinweisen (nicht nass reinigen, regelmäßig ölen).
Markt & Machbarkeit
€239 (personalisierte Version, inkl. Gravur und Verpackung)
€18 (Birke Multiplex, Füllmaterial, Oberflächenöl, Verpackung)
€75 (bei Verkauf €239; berechnet als Verkaufspreis minus Materialkosten €18, angenommene Arbeitskosten €140 (5 h × €28/h) und Nebenkosten/Verpackung €6 → Profit ≈ €75)
31%4–6 Stunden (einzelstückfertigung, mit CNC-Zugang)
Nein
Mittel
Mittel