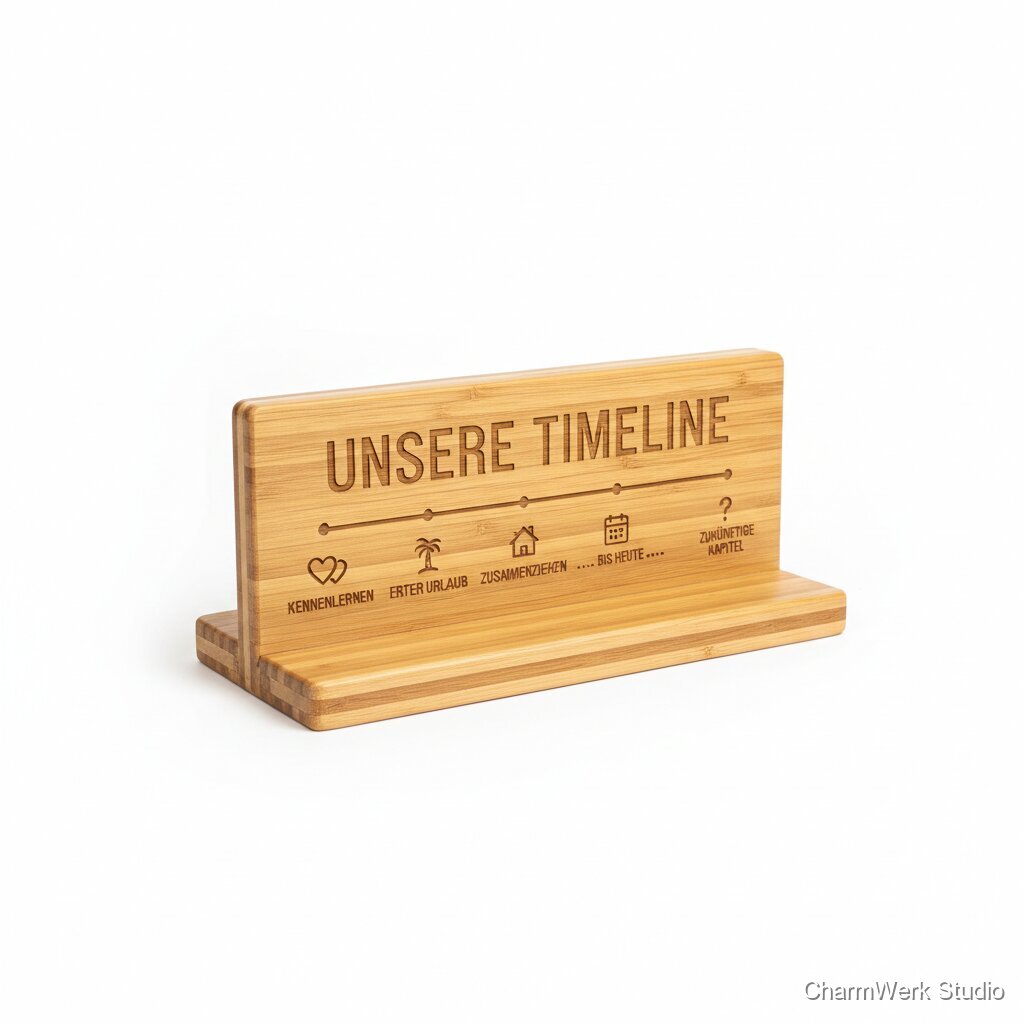
CNC-Fräsung „Unsere Timeline“ als Tischaufsteller
Ein eleganter Holzaufsteller mit gefräster Zeitleiste: Kennenlernen, erster Urlaub, Zusammenziehen, … bis heute – mit kleinen Symbolen. Emotional, weil gemeinsame Meilensteine sichtbar werden und Platz für zukünftige Kapitel bleibt.
Technische Daten
Personalisierungsoptionen
Benötigte Materialien
Birke Multiplex 12 mm, Zuschnitt ca. 250 x 120 mm (für Verschnitt/Spannen)
1 Stück
6–10 €
Alternativ: Bambusplatte 12 mm, ca. 250 x 120 mm
1 Stück
8–14 €
Holzöl (Hartwachsöl oder Arbeitsplattenöl)
ca. 15–25 ml
1–3 € (anteilig)
Schleifpapier (K 120/180/240/320)
je 1–2 Bögen
1–3 € (anteilig)
Malerkrepp/Transfer Tape (zum Abkleben gegen Ausrisse und für Farbfüllung)
ca. 0,5–1 m
0,20–0,60 € (anteilig)
Optional: Acrylfarbe schwarz/weiß oder Holzpaste zum Auslegen der Fräsungen
ca. 5–10 ml
0,50–2 € (anteilig)
Optional: Filz-/Gummifüße selbstklebend
4 Stück
0,50–1 €
Benötigte Werkzeuge
- CNC-Fräse (z.B. 3018/6040/Shapeoko/Stepcraft) mit Staubabsaugung oder Staubsaugeradapter
- CAD/CAM Software (Fusion 360, VCarve, Estlcam, Carbide Create o.ä.)
- Fräser: 60° V-Bit (0,2–0,5 mm Spitze) für Schrift/Feingravur
- Fräser: 2-Schneider Spiral Downcut 3 mm (oder 2 mm) für Konturen/Slots
- Fräser: 1/8" (3,175 mm) oder 2 mm Endmill für Taschen (Icons)
- Spannmittel: Opferplatte + Schrauben/Spanner oder doppelseitiges Klebeband
- Schleifklotz/Exzenterschleifer
- Entgrater/Handschleifpad für Kanten
- Pinsel/Lappen für Öl; fusselfreie Tücher
- Optional: kleiner Stechbeitel zum Reinigen von Ecken optional
Schritt-für-Schritt Anleitung
Schwierigkeitsgrad: Anfänger
Layout festlegen (Timeline + Texte + Icons)
10–20 minDefiniere 6–10 Meilensteine. Bewährt: links Start (Kennenlernen) → rechts „Heute“. Plane rechts 20–30 mm „Zukunft“-Bereich (gestrichelte Linie). Schriftgröße für Lesbarkeit: 10–14 pt (je nach Font), Linienbreite 1,5–2,5 mm. Icons als einfache Silhouetten (max. 12–16 mm hoch), damit sie sauber fräsbar bleiben.
- Nutze eine gut fräsbare Schrift: z.B. „Montserrat“, „Avenir“, „Futura“, oder eine Single-Line-Schrift (Hershey) für V-Carve-ähnlichen Look.
- Halte Mindestabstand zwischen Text und Kante: 10–12 mm.
- Bei Multiplex wirken klare, moderne Fonts besser als filigrane Script-Fonts (Ausbruchsgefahr).
Holz vorbereiten & spannen
10–15 minHolz auf ca. 250 x 120 mm zuschneiden (mehr als Endmaß, damit Spannbereiche frei bleiben). Oberfläche kurz vorschleifen K180. Optional die Oberseite mit Malerkrepp abkleben (reduziert Ausrisse bei Multiplex und hilft bei Farbfüllung). Auf Opferplatte ausrichten (Nullpunkt vorne links oder mittig).
- Bei 12 mm Platten lohnt sich ein kurzer Planfräsdurchgang nur, wenn die Platte sichtbar verzogen ist.
- Downcut-Fräser für Konturen minimiert Ausrisse an der Oberseite.
- Wenn du klebst statt spannst: starkes CNC-Tape + dünner CA-Kleber („Tape-and-CA“-Methode) ist sehr zuverlässig.
CAM: Toolpaths erstellen
15–25 minErstelle 3 Jobs: (A) V-Carve/Gravur für Text und feine Linie (0,8–1,2 mm tief), (B) Taschen für Icons oder Jahreszahlen (1,5–2,5 mm tief), (C) Kontur/Profil + ggf. Stand-Nut. Für den Stand gibt es zwei Varianten: 1) Nut in die Rückseite (6 mm breit, 8 mm tief, 10–15° geneigt optional), 2) separater Fuß mit Schlitz (sauberer und stabiler).
- Für ein 'easy'-Projekt: separater Fuß ist am unkompliziertesten (Schlitz gerade fräsen).
- Vorschub grob (je nach Maschine): 3 mm Fräser in Birke: 600–1200 mm/min, Zustellung 1–2 mm; V-Bit: 400–800 mm/min, Zustellung 0,8–1,2 mm.
- Mach einen schnellen Simulation-Check, besonders bei Text (keine Überlappungen).
Fräsen: Gravur & Taschen
20–35 minStarte mit der Gravur (Text, Timeline, gestrichelter Bereich). Danach Taschen für Icons (falls du sie als Vertiefung möchtest). Bei reiner Gravur kannst du Icons ebenfalls nur V-gravieren (schneller). Späne regelmäßig absaugen, damit die V-Nuten sauber bleiben.
- Bei Multiplex: lieber etwas flacher gravieren (0,8–1,0 mm), damit die Furnierlagen nicht ausbrechen.
- Wenn du Farbfüllung planst: Klebeband drauf lassen, erst fräsen, dann Farbe in die Nuten, Klebeband abziehen.
Kontur fräsen & Standlösung
15–25 minFräse die Außenkontur auf Endmaß 220 x 80 mm (mit Tabs). Variante separater Fuß: Fußteil 220 x 35 x 12 mm fräsen und Schlitz 6,2 mm breit (für 6 mm Material) bzw. 12,2 mm (für 12 mm Material) – Toleranz je nach Presssitz. Alternative: Nut in die Rückseite des Panels fräsen (z.B. 6 mm Breite, 8 mm Tiefe), dann steht es in einem einfachen Holz- oder Acrylfuß.
- Schlitzbreite: lieber +0,2 bis +0,4 mm für leichte Montage; Bambus kann sehr stramm werden.
- Tabs nach dem Fräsen mit Japansäge/Stechbeitel lösen, dann bündig schleifen.
- Wenn du einen leichten Neigungswinkel willst: Schlitz im Fuß 10–12° anlegen (sieht hochwertiger aus).
Entgraten, Schleifen, optional Farbfüllung
15–30 minKanten brechen (K240), Flächen auf K240–320. Falls Farbfüllung: Acrylfarbe oder Holzpaste in die Nuten einarbeiten, antrocknen lassen, dann Oberfläche leicht abziehen/schleifen, bis sauber. Bei Bambus funktioniert schwarze Füllung sehr edel.
- Nicht zu aggressiv schleifen, sonst 'öffnest' du Multiplexlagen an den Kanten.
- Für super saubere Nuten: nach dem Fräsen einmal mit Druckluft/Absaugung reinigen, dann erst Farbe.
- Bei V-Nuten reicht oft ein feiner Künstlerpinsel + etwas verdünnte Acrylfarbe.
Ölen & Endmontage
30–60 min (inkl. Trocken-/Wartezeiten, reine Arbeitszeit ca. 15–20 min)1. dünner Ölauftrag (Lappen), 10–15 min einziehen lassen, Überschuss abnehmen. Nach 2–4 h Zwischenschliff K320, 2. dünner Auftrag. Fuß und Panel zusammenstecken oder verleimen (falls dauerhaft). Filzfüße unter den Fuß kleben.
- Überschussöl immer abnehmen, sonst klebrige Stellen.
- Verleimen nur, wenn Transport/Handling robust sein muss; Presssitz ist oft ausreichend.
- Ölgetränkte Lappen ausgebreitet trocknen lassen (Selbstentzündungsgefahr bei Knäueln).
Markt & Machbarkeit
45–79 € (je nach Personalisierung, Farbfüllung, separatem Fuß, Geschenkverpackung).
Ca. 8–16 € Basis; 10–20 € mit Extras.
Ca. 35–60 € pro Stück (vor Fixkosten/Abschreibung/Plattformgebühren), abhängig vom Preisniveau und ob du Arbeitszeit einpreist.
65%Aktiv 60–120 min pro Stück; bei Kleinserie (5–10 Stück) sinkt die Zeit auf ca. 40–70 min/Stück durch wiederverwendbare CAM-Setups.
Ja
Mittel
Mittel