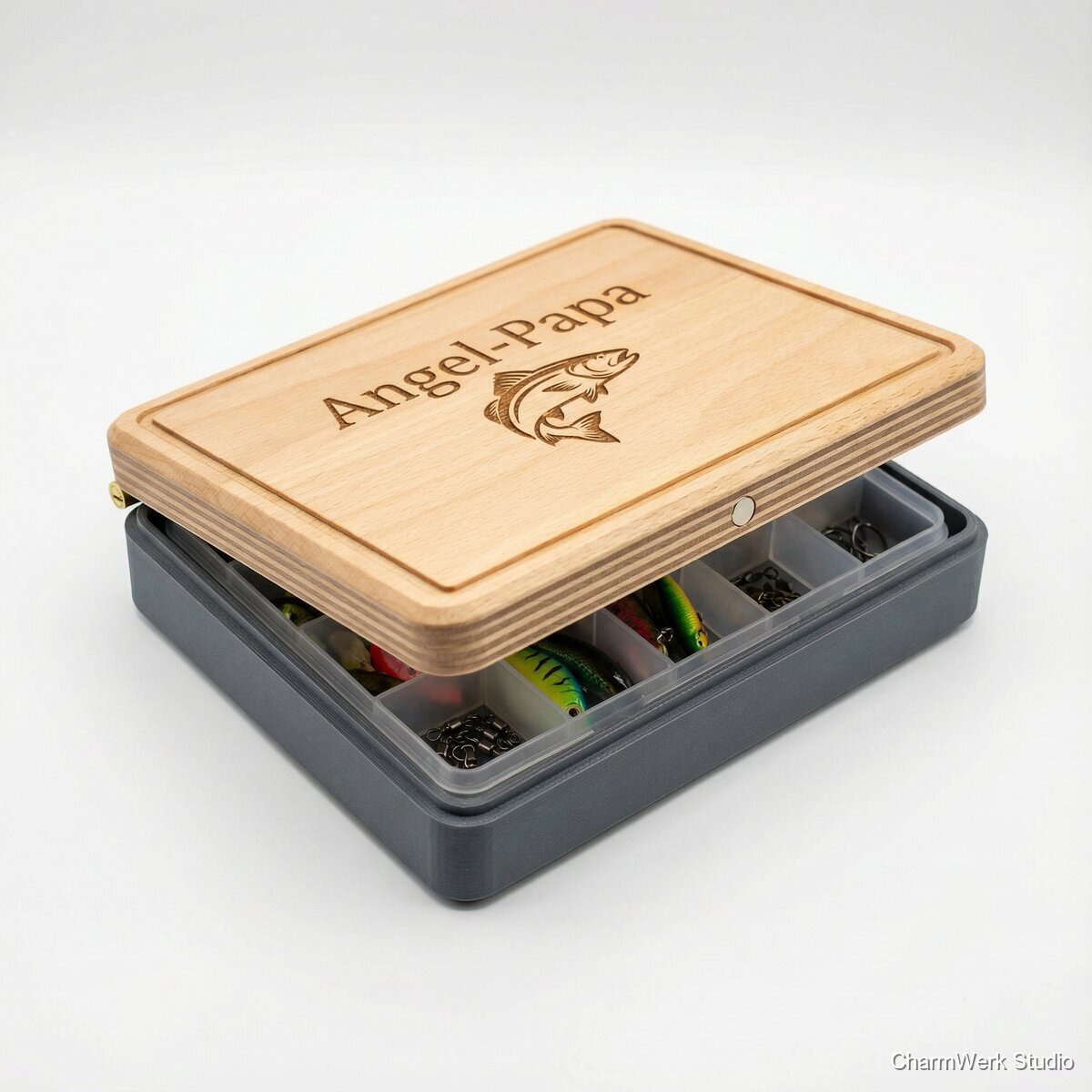
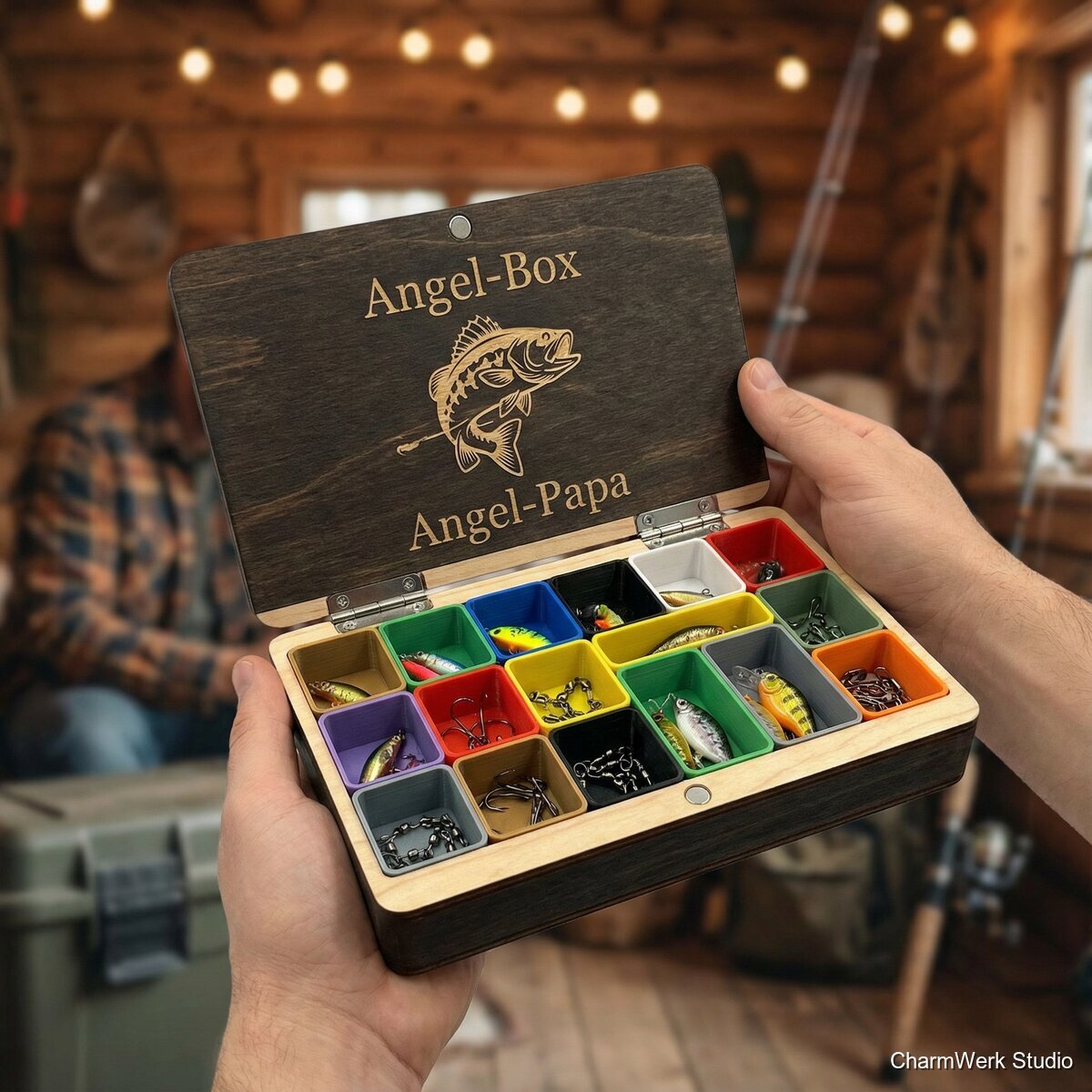
„Angel-Box“ Köder- und Hakenbox mit Namensdeckel
Für den Angel-Papa: eine kompakte Box mit CNC-gefrästem Holzdeckel und lasergraviertem Namen sowie Fisch-Motiv. Innen sorgen 3D-gedruckte Fächer für Köder, Wirbel und Haken – alles aufgeräumt, alles schnell griffbereit am Wasser.
Alle Ansichten freischalten
Registriere dich kostenlos, um alle Produktbilder zu sehen.
Produktansichten


Technische Details freischalten
Registriere dich kostenlos fuer Massangaben, Gewicht und mehr.
Technische Daten
Personalisierungsoptionen
Materialien & Werkzeuge freischalten
Registriere dich kostenlos fuer die komplette Materialliste mit Kosten.
Benötigte Materialien
Birke-Multiplex 10 mm (Korpus), Zuschnitt ca. 300 x 300 mm
1 Stück
8–14 €
Holz für Deckel 12 mm (Birke Multiplex oder Buche), ca. 220 x 150 mm
1 Stück
5–10 €
Optional: Sperrholz 3–4 mm für eingelassenen Boden, ca. 220 x 150 mm
1 Stück
2–4 €
Scharniere klein (z.B. 2x Messing-Scharnier 25–30 mm)
2 Stück
4–8 €
Magnetverschluss (Neodym 10 x 3 mm) + Gegenstück (2 Magnete oder Magnet+Stahlscheibe)
2–4 Stück
2–5 €
Holzleim (D3)
ca. 20–30 g
0,50–1 €
Schrauben für Scharniere (z.B. 2,0 x 10 mm)
8–12 Stück
0,50–1,50 €
PLA oder PETG Filament für Inlay (ca. 120–200 g)
1 Rolle anteilig
3–6 €
Schleifpapier P120/P180/P240
je 2–3 Bögen
1–3 €
Finish: Hartwachsöl (anteilig) oder Klarlack seidenmatt
ca. 15–30 ml
1–4 €
Optional: Einlage aus EVA-Schaum 2 mm (für Haken-Schutz)
1 Blatt A4
1–3 €
Benötigte Werkzeuge
- CNC-Fräse (oder CNC-Portal/Shapeoko/6040) + Spannmittel/Opferplatte; Fräser: 3 mm Schaftfräser + 60° V-Bit oder Kugelfräser 2–3 mm für Relief; ggf. 6 mm Schruppfräser.
- Laser (Diode/CO2) für Gravur (Holz)
- 3D-Drucker (FDM)
- CAD/CAM (Fusion 360/Carbide Create/Estlcam) + Slicer (PrusaSlicer/Cura)
- Kappsäge/Tischkreissäge oder Zuschnitt im Baumarkt; alternativ Bandsäge optional
- Bohrer/Akkuschrauber, Senker, 2 mm Holzbohrer
- Zwingen/Spannrahmen
- Schleifklotz/Exzenterschleifer
- Feile/Entgrater, Lineal/Schieblehre
Schritt-fuer-Schritt Anleitung freischalten
Registriere dich kostenlos fuer die vollstaendige Anleitung mit Tipps und Zeitangaben.
Schritt-für-Schritt Anleitung
Schwierigkeitsgrad: Fortgeschritten
Layout & Maße festlegen (Box + Inlay)
30–45 minLege fest, welche Köder rein sollen: typische Hakenpäckchen, Wirbel, Snaps, Jigköpfe. Daraus das Inlay-Layout ableiten. Bewährt: 3 Reihen Fächer, hinten 1 langes Fach für Vorfachmaterial/Wirbel, vorne 4–6 kleine Fächer für Haken/Snaps. Empfohlene Innenmaße: ca. 175 x 105 x 30 mm. Plane 0,5–0,8 mm Spiel rundum für das 3D-Inlay, damit es sich leicht entnehmen lässt.
- Erstelle im CAD zuerst das Inlay (Fächer) und darum herum den Innenraum – so passt am Ende alles.
- Wenn Magnetverschluss geplant: Position schon jetzt festlegen (Frontmitte oder 2 Magnete links/rechts).
Holzzuschnitt & Korpus-Konstruktion
45–60 minSchneide Korpuswände aus 10 mm Multiplex: 2x 190 x 45 mm (Front/Back) und 2x 100 x 45 mm (Seiten) – Maße je nach gewünschter Außenlänge; alternativ auf Gehrung. Option A (einfach/robust): stumpf verleimt (Front/Back überdecken die Seiten). Option B (schöner): Gehrung 45°. Boden: entweder aus gleichem Material (10 mm) als Platte oder eleganter: Nut (3–4 mm) + eingelassener Sperrholz-Boden.
- Birke-Multiplex ist formstabil und verzieht weniger als Massivholz.
- Bei stumpfer Verleimung: Kanten leicht brechen (P180), wirkt hochwertiger.
CNC: Deckel fräsen (Tasche/Relief + Sitz)
60–90 minDeckelplatte (12 mm) plan spannen. Fräse auf der Unterseite eine Tasche als Sitz auf dem Korpus (z.B. 3 mm tief, umlaufender Steg 6–8 mm). So zentriert sich der Deckel und schließt sauber. Optional oben: flaches Relief eines Fisches (0,8–1,5 mm tief) mit Kugelfräser; oder nur eine glatte Fläche für Lasergravur. Kanten mit 1–2 mm Fase oder kleinem Radius fräsen.
- Für sauberen Sitz: Innenmaß des Deckelsitzes = Außenmaß Korpus + 0,2–0,4 mm Spiel.
- Multiplex fräst sauber mit scharfem Fräser; Zustellung lieber kleiner, dafür bessere Oberfläche.
Lasergravur: Name + Fischmotiv
20–40 minDeckel oben fein schleifen (P240), Staub entfernen. Gravurposition in der CAM/Lasersoftware ausrichten (Rahmen/Markierung). Name (z.B. 20–28 mm Schrifthöhe je nach Länge) + Fischmotiv seitlich oder darüber. Nach der Gravur Ruß/Schmauch mit leicht feuchtem Tuch oder Isopropanol abwischen (testweise).
- Erst Testgravur auf Reststück: Holz reagiert je nach Charge stark unterschiedlich.
- Wenn du ölst: Gravur vor dem Ölen machen, sonst kann sie fleckig werden.
Korpus verleimen & Boden einsetzen
60–90 min (inkl. Trocknungs-/Wartezeit)Wände ausrichten, Holzleim dünn auftragen, mit Zwingen spannen. Rechtwinkligkeit prüfen. Boden (falls Nut) einleimen/einsetzen. Trocknen lassen. Danach Überstände bündig schleifen.
- Leimfugen sofort mit feuchtem Lappen säubern – erspart später viel Schleifarbeit.
- Bei Gehrung helfen Klebeband-Spanntechnik oder Gehrungsgurte.
Scharniere & Magnetverschluss montieren
45–75 minDeckel am Korpus ausrichten (gleichmäßige Spaltmaße). Scharnierpositionen anzeichnen (z.B. 25–35 mm von den Ecken). Vorbohren (2 mm), ggf. senken, Scharniere verschrauben. Magnete: 10x3 mm in Deckel und Frontwand einlassen (Forstner 10 mm oder CNC-Tasche), mit Epoxy oder dickem CA-Kleber einsetzen. Polarität vorher markieren.
- Magnete immer paarweise testen und Polarität markieren, bevor du klebst.
- Bei Messingschrauben: erst mit Stahlschraube „vorschneiden“, dann Messing einsetzen (bricht sonst leicht).
3D-Druck: Inlay mit Fächern
2–4 h Druckzeit (läuft nebenbei) + 10 min NacharbeitInlay als einteiliges Tray drucken: Außenmaß z.B. 174,2 x 104,2 mm bei 175 x 105 mm Innenraum (0,4 mm Spiel je Seite). Höhe 28–30 mm. Empfehlung PETG (zäher, temperaturbeständiger im Auto), alternativ PLA (einfacher). Druck: 0,2 mm Layer, 3 Perimeter, 15–25% Infill, Boden 5–6 Layer. Optional: kleine Finger-Aussparungen an Fachkanten, damit man Kleinteile leichter entnimmt.
- PETG: langsamere Außenwände (25–35 mm/s) für saubere Kanten.
- Baue 2–3 Entnahme-Laschen oder eine Aussparung, um das Tray ohne Werkzeug rauszuheben.
Schliff & Finish
60–120 min (ohne lange Trockenzeiten)Gesamte Box schleifen: P180 → P240. Kanten brechen. Finish: Hartwachsöl (2 dünne Aufträge, Zwischenschliff P320 optional) oder Klarlack seidenmatt (2–3 dünne Schichten). Gut durchtrocknen lassen, bevor das Inlay eingesetzt wird. Inlay einsetzen, Funktionstest (Öffnen/Schließen, Magnet, Scharniere, Passung).
- Hartwachsöl wirkt „warm“ und ist angenehm in der Hand; Lack schützt besser gegen Feuchtigkeit am Wasser.
- Wenn die Passung zu stramm ist: Inlay minimal anschleifen oder im Slicer 0,2–0,4 mm kleiner skalieren (XY).
Marktanalyse freischalten
Registriere dich kostenlos fuer Verkaufspreise, Margen und Nachfrageanalyse.
Markt & Machbarkeit
79–129 € (je nach Holz/Finish, Individualisierung, Inlay-Komplexität, Verpackung)
ca. 20–45 €
ca. 45–90 € (vor Abzug von Maschinen-/Energie-/Plattformkosten; bei 99 € VK und 30 € Material ~69 € brutto zur Deckung von Zeit & Overhead)
55%4–6 h aktiv; 3D-Druck 2I: 2–4 h (parallel). Kleinserie (5–10 Stk): aktive Zeit pro Stück oft 2,5–4 h durch Stapeln von CNC/Laser/Finish.
Nein
Mittel
Mittel







